 Mon catalogue
Mon catalogue 

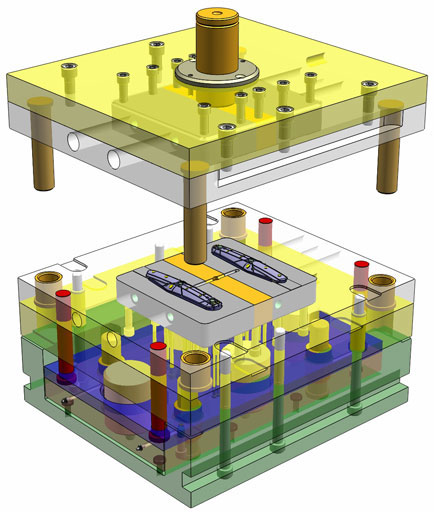
La détermination, ou le choix, du nombre d’empreintes dans un moule est une étape fondamentale dans le calcul qui précède la conception. Ce calcul est donné pour les moules d’injection plastique, mais aussi il peut être utilisé pour les autres types de moules (métaux, céramiques, moules pour pièces en caoutchoucs …) tout en tenant compte des modifications appropriées aux moules et aux techniques utilisées. Dans cet articles, nous traitons seulement les cas des moules pour l’injection des thermoplastiques.
Choix préliminaires du nombre d’empreintes dans un moule
Le nombre d'empreintes recommandé doit être 2n (1,2,4,8,16,32 …).
Ce nombre est imposé par des contraintes techniques et économiques
techniques comme
caractéristiques de la presse d'injection
la précision et reproductibilité des empreintes,
tolérance de fabrication de la série de pièces.
...
financières (Rentabilité) et dépendent aussi de plusieurs facteurs
temps d'occupation des machines / la durée du cycle
le coût du moule (éléments standard, carcasse, empreinte …)
le coût horaire de production (machine d'injection et main d’œuvre)
le nombre total de pièces à fabriquer (nombre d'amortissement du moule)
Critère économique pour le calcul du nombre d’empreintes dans un moule
Le calcul est nécessaire chaque fois que l'on aura le choix du nombre d'empreintes à disposer dans un moule d'injection sans que celui-ci modifie notablement l’architecture générale de l'outillage ou le choix de la presse.
Le coût du moule est un critère important dans le cahier des charges lors de la conception. Chaque fois que le nombre d’empreintes augment, le coût du moule augmente mais en contrepartie, le coût de production horaire par pièce diminue. Pour pouvoir déterminer tout les paramètres nécessaires, il faut au préalable estimer ou connaître les valeurs suivantes :
X : le coût du moule avec une seule empreinte (éléments standard, carcasse, une empreinte ...)
Y : le coût de l'empreinte additionnelle
Q : le coût horaire de la machine d'injection
S : le coût horaire de la main d’œuvre (salaire)
N : le nombre total de pièces à fabriquer (nombre d'amortissement du moule)
t : la durée du cycle en secondes
Remarque : on suppose ici que le coût de la carcasse du moule est constant par rapport aux nombre d’empreintes, c’est à dire, si j’utilise une carcasse pour un moule à une seule empreinte, je peux l’utiliser aussi pour un moule à 16 empreinte. Ce qui est pratiquement n’est pas possible. Il y aura peut être un calcul qui tiendras compte de cette différence. Mais dans l’industrie, si on n’a pas besoin d’un calcul assez précis, on utilise cette méthode courante. Méthode analytique pour la détermination du nombre optimal d’empreintes
Par la suite, le calcul peut-être dépassé et utiliser le résultat final :
Soit n le nombre d'empreintes optimal à chercher qui est la variable de notre calcul :
soient
Cn le coût du moule pour n empreintes :
Cn = X+Y.(n-1) = (X-Y) + Y.n
Qu le coût de fonctionnement de la presse par pièce :
Qu = Q.t / (3600.n)
Su : le coût des salaires par pièce :
Su= S.t/(3600.n)
Cu : le coût du moule par pièce :
Cu = Cn/N
en remplaçant Cn par sa valeur
Cu = ( (X-Y) +Y.n ) / N
Coût de moulage d'une pièce :
Cum = Qu + Su + Cu
en remplaçant Qu, Su, Cu par leurs valeurs :
Cum = Q.t/(3600.n) + S.t/(3600.n) + (X-Y)/N + Y.n/N
Cum = t(Q+S) / (3600.n) + (X-Y) / N + Y.n / N
= ![]() =
= ![]()
C'est une expression de la forme :
Cum = A.n + B + C n-1
Nous cherchons à déterminer la valeur de « n » optimale qui donne le meilleur coût :
Mathématiquement parlant, il faut savoir quand est ce que cette fonction de variable « n »
Cum = A.n + B + C n-1 est minimale ?
Donc il suffit de dériver cette fonction par rapport à « n » et voir pour quelle valeur cette dérivée s'annule.
Cum' (n) = A – Cn-2
elle s'annule pour n =(C/A )1/2, ce qui donne donc
![]()
La valeur X a disparu dans la dérivation. Ceci paraît normal puisque le calcul n'a d’intérêt qu'à partir de la 2ème empreinte. Et comme indiqué au
début, il n’est pas dépendant de notre variable de calcul ‘n’.
Application :
Exemple 1 :
On veut réaliser un moule pour une série de 400 000 pièce, le coût horaire de de la main d’œuvre est 25 DT / heure, et le coût horaire de la presse est de 50 DT / Heure. Une empreinte additionnelle coûte 2000 DT. La pièce doit rester 20 s après injection pour pouvoir la démouler.
Quel est le nombre optimal d'empreintes ?
Réponse n = 9
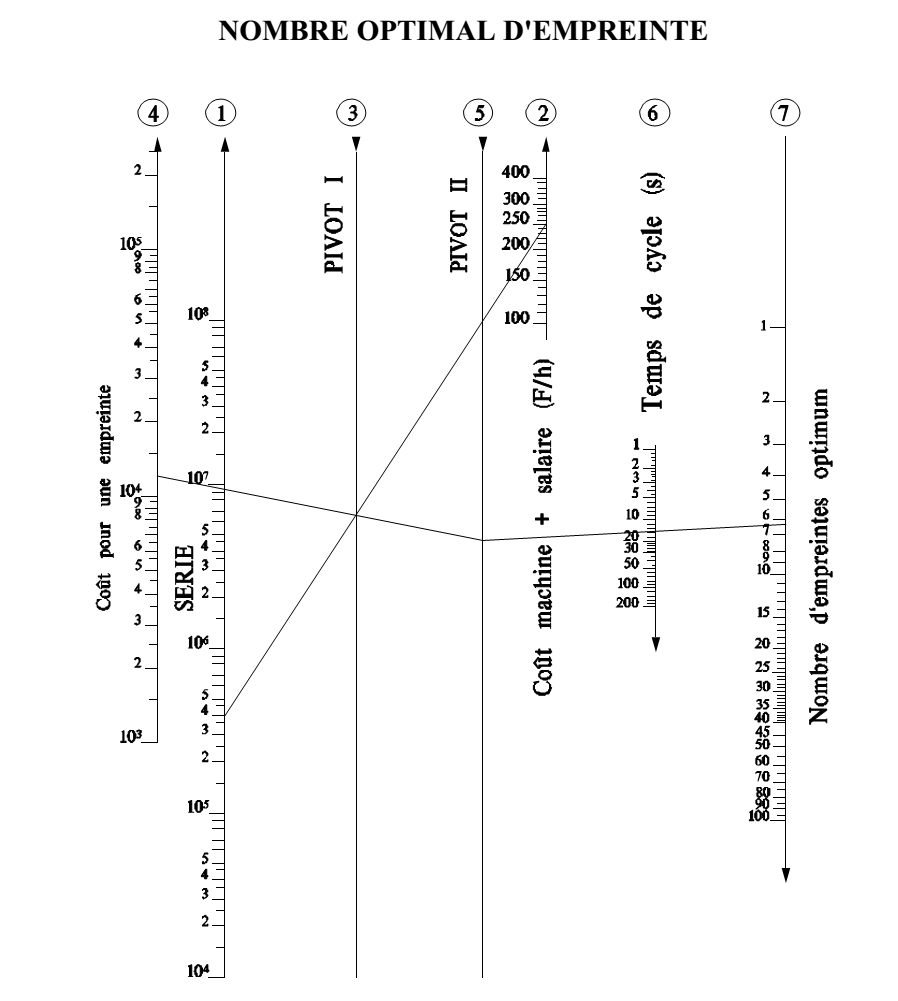
Exemple 2 : Méthode graphique :
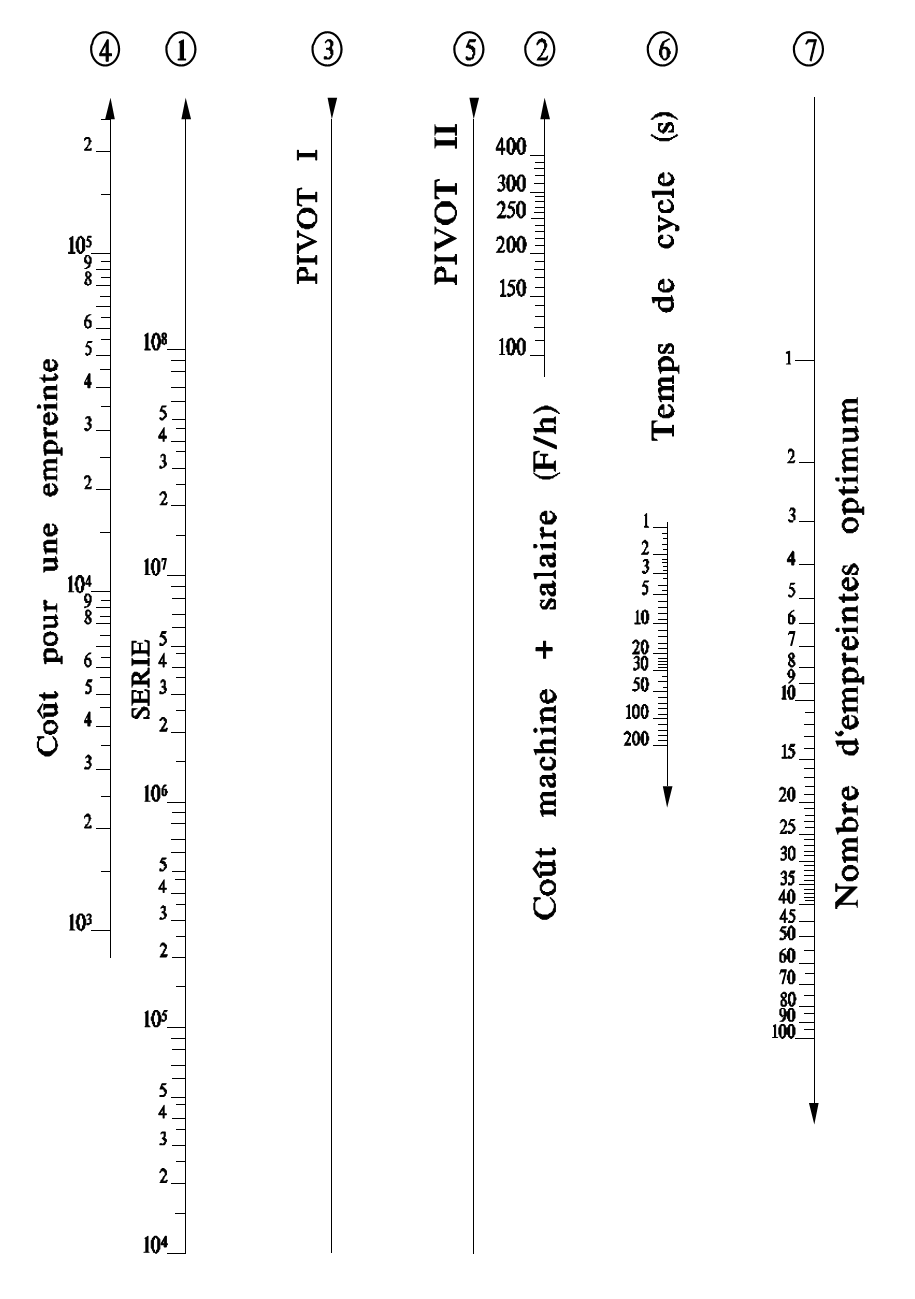
Application :
Série : 400 000 pièces
Coût horaire machine+salaire : 25 DT/h
Coût pour une empreinte : 1250 DT
Temps de cycle 15s
Nombre d'empreintes optimal : 6
Exemple 3 :
Un moule comporte 12 empreintes est monté sur une machine dont le coût horaire total est de 60 DT (machine et main d’œuvre). Le temps de cycle est de 10 s. Le coût de l’empreinte supplémentaire est de 1500 DT.
Déterminer le nombre N de pièces à réaliser qui permet l'amortissement du moule.
Réponse N= 1 296 000 pièces.
Exemple 4 :
Soient N = 10⁶ pièces à réaliser, X= 1500 DT, Y = 350DT, Q=10DT, S= 3DT, tc= 5s.
Calculer le nombre n optimal d'empreintes à réaliser.
Sachant que la pièce à réaliser est en PE et pèse de 1,3 g , le prix du PE est CMP=1,700 DT le kilo, déterminer le coût de fabrication d'une pièce Cp.
Refaire le même calcul pour une série de 100 000 pièce.
On suppose que le moule est amorti sur la quantité à réaliser dans chaque cas.
Réponses :
 = 7,1 soit n= 8 empreintes
= 7,1 soit n= 8 empreintesCp= amortissement moule + coût MO / pièce + coût machine/ pièce + coût MP/ pièce =
 + coût MP/ pièce = 8 millimes
+ coût MP/ pièce = 8 millimesn = 2 ; Cp= millimes
Critères techniques pour la détermination du nombre d'empreintes dans un moule
Force de fermeture, surface projetée :
La force de fermeture F (verrouillage) doit être supérieure ou égale à force due à la pression d'injection pour ne pas ouvrir le moule.
F ≥ P x Aproj.tot x s
s : coefficient de sécurité pour éviter l'ouverture moule (entre 1,2 et 1,5)
Aproj.tot : la surface projetée totale de toutes les pièces et canalisations associées.
Aproj.tot : nt1 x Aproj
Aproj : section de la pièce et canaux (système d'alimentation)
![]()
nt1 : le nombre à chercher selon le critère de la force de fermeture.
F : force de fermeture maximale
Aporj : section de la pièce et canaux (système d'alimentation)
P : pression de la matière à l'intérieur de la cavité.
P = Pinj x k , avec k coefficient de chute de pression et Pinj la pression d'injection de la presse
Volume injecté minimale de la presse
![]()
Vfp : volume injectable par l'unité de plastification
Vfa : volume de la grappe (pièce, canaux et carotte).
Volume injecté maximal de la presse
![]()
Vfp volume injectable par l'unité de plastification
Vfa : volume de la grappe (pièce, canaux et carotte).
Ce critère garantit que la matière fondue est homogène aussi bien thermiquement que mécaniquement.
Puissance de plastification de la presse:
![]()
tcy : le temps de cycle en secondes
Lp : la capacité de plastification en kg/h
Vfa : volume de la pièce + carotte
ρM : poids spécifique de la matière (fiche fournisseur)
Critère de l'encombrement (machine)
En tenant compte de la disposition des empreintes, leur nombre se calcule d’après les distances entre les colonnes de la machines choisie pour l'injection, elle déterminent le nombre d’empreintes qui pourront être projetées sur la surface de la plaque de montage.



















 10923
10923  ConcepTEK.net
ConcepTEK.net 