 Mon catalogue
Mon catalogue 

Comment la trempe des aciers modifie-t-elle les caractéristiques ?
Le but de la trempe est une augmentation de la dureté de l’acier (on passe de 200 < HV < 250 à HV mini 550). Elle engendre aussi une variation des autres caractéristiques mécaniques du métal trempé telle que la limite élastique, la résistance maximale, le module d’Young …
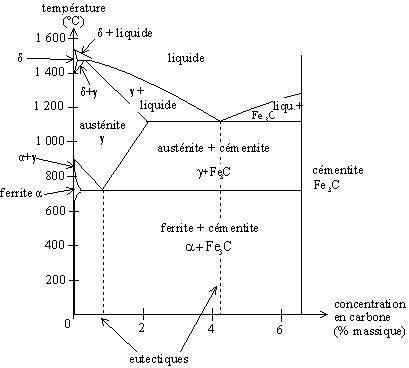
Fig. 1: Diagramme FER-CARBONE (%C < 2%)
Cette variation provient d’un changement de structure cristalline et de structure micrographique. On passe d’une structure : agrégat (ferrite +Fe3C) à une solution sursaturée de carbone dans la ferrite (Martensite).
La mise en solution du carbone n’est pas possible à température ambiante, il faut passer par une étape de transition Austénite (fer γ ): le passage FER α vers FER γ nécessite une élévation de température. Le niveau de température à atteindre varie en fonction du % de C (entre 728°C et 906°C) (Fig. 1).
Un refroidissement rapide donne la solution sursaturée de C dans le fer α et une transformation de la structure micrographique.
De même, la présence d’éléments d’addition (Cr, Ni, Mo, Si,...) dans les aciers modifie aussi cette température.
Caractéristiques mécaniques
Avant trempe
Après trempe
Rm N/mm2
600-800
1 500-2200
Re N/mm2
400-550
1 300-2000
HV
200-250
550 mini
A%
10à20
1 à 5
KJ/cm2
30à50
1 à 10
Tab. 1 Effets de la trempe sur un acier C55
Conditions de trempabilité
Pour pouvoir réaliser la trempe, il faut avoir deux conditions :
Condition métallurgique :
existence de domaine γ (Austénite)
Possibilité de passer du domaine γ vers le domaine α sur le diagramme d’équilibre,
Les aciers qui sont constamment stables à la température ambiante qu’à haute température ne peuvent pas être trempés.
Condition thermique :
Possibilité de refroidissement (vitesse dépend du matériau) pour avoir un constituant hors équilibre à l’ambiante.
Choix de la température d’austénitisation
Pour réaliser la trempe, il faut toujours passer par une austénitisation complète. L’austénitisation complète conduit à une masse en solution solide de tous les éléments d’alliage dans la maille CFC (γ) de l’austénite. La température correspondant à l’austénitisation complète est Ac3. Pour les hypoeutectoïdes et Accm pour les hyper-eutectoïdes.
Durée d’austénitisation
La transformation en la phase γ de toute la masse de la pièce nécessite un temps de traitement à une température de maintien Ta pour l’homogénéisation.
Ta > Accm+50°C ou Ta >Ac3+50°C

Fig. 2: Température d'austénitisation
Mécanisme de la trempe
Transformation displacive
C’est une transformation sans diffusion. Les atomes migrent sur des distances de l’ordre des atomes et peut se produire même à de basses températures par ruptures de liaisons et réarrangement local.
Exemple : la trempe des aciers, constitué par une mise en équilibre à haute température et un refroidissement rapide, pour éviter la formation des structures partiellement ou entièrement perlitique et la mise en solution et refroidissement rapide pour former une solution solide sursaturée.
Elle retient la situation de l’équilibre à haute température à une plus basse température qui alors ne correspond plus à l’équilibre.
Transformation diffusive
C’est une transformation dans la structure des atomes qui consiste à un mouvement relatif des atomes d’une région à une autre dans une système solide ou fluide, généré par des conditions thermodynamiques.
Caractéristiques de la martensite
La martensite est le produit de la trempe (pour les matériaux trempables : voir conditions si dessus). Elle possède une résistance très élevée, très dure mais fragile. Sa dureté varie en fonction du pourcentage de carbone dans l’acier. Pour l’acier hypœutectoïde (< 0,8% de C), la dureté est presque cinq fois plus élevée que la perlite. Voir courbe suivante :La martensite est le produit de la trempe (pour les matériaux trempables : voir conditions si dessus). Elle possède une résistance très élevée, très dure mais fragile. Sa dureté varie en fonction du pourcentage de carbone dans l’acier. Pour l’acier hypœutectoïde (< 0,8% de C), la dureté est presque cinq fois plus élevée que la perlite. Voir courbe suivante :

Fig. 3: Évolution de la dureté de la martensite et de la perlite en fonction de la teneur de carbone.
Remarque : Pour permettre de bien choisir les conditions de refroidissement il existe deux types de diagrammes qui sont établis et catalogués pour chaque matériau, et qui sont présentés dans ce qui suit.
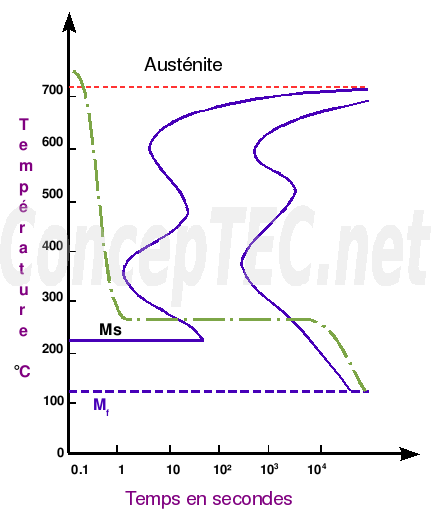
Trempe Isotherme Bainitique (Austempering)
L’acier est d’abord chauffé au-dessus du point Ac3 puis trempé dans un bain de sel maintenu à une température constante située dans le domaine bainitique. Les courbes de refroidissement, en tout point de la pièce, doivent éviter le domaine perlitique, (Fig.4). La microstructure Bainitique résultante a des propriétés de dureté et d’allongement, supérieures à celles obtenues par trempe classique et revenu. D’autre part, les variations de volume dues à la transformation, sont plus faibles que dans le cas de la transformation martensitique, d’où diminution des tensions internes et des risques de déformation.
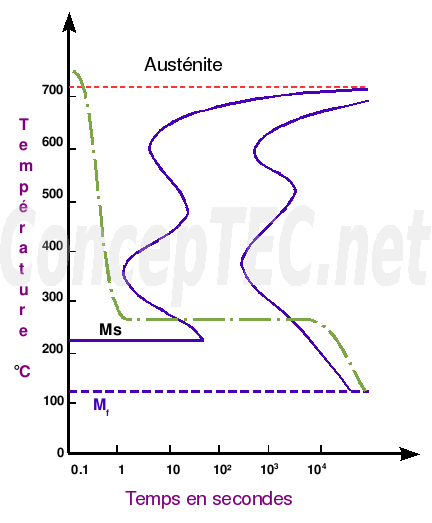
Fig. 4: Austempering
Trempe Isotherme Martensitique (Martempering)
Au lieu d’une trempe classique, il est plus judicieux de réaliser une trempe étagée, (fig.5). Celle-ci consiste à refroidir rapidement un acier, dans un bain de sel porté à une température juste égale à celle de son point “Ms”, plus un maintien d’une durée suffisante pour que la température entre le bain et la masse de la pièce soit homogène.
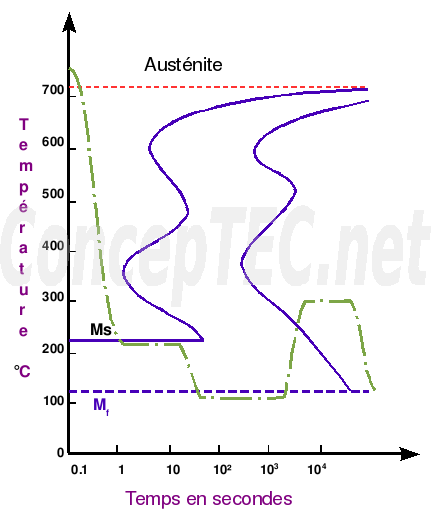
Fig. 5: Martempering
L’acier subit ensuite un deuxième refroidissement lent jusqu’à température ambiante, la transformation martensitique a lieu dans domaine de température (Ms - Mf) . Un revenu classique marque la fin du traitement. L’avantage escompté provient du fait que la variation de volume due à la transformation martensitique, se produit alors à une température uniforme ; les contraintes résiduelles et les risques de tapures se trouvent ainsi fortement diminués.
Cependant, on peut les utiliser de façon assez fiable pour prédire les microstructures obtenues au cours d’un refroidissement continu. Si toutefois on veut des prédictions plus précises, il faut utiliser les diagrammes de refroidissement continu, ou courbes TRC (disponibles dans la documentation des principaux producteurs d’acier).


















 10974
10974  ConcepTEK.net
ConcepTEK.net 