 Mon catalogue
Mon catalogue 

DÉFAUTS DE CENTRAGE DES LIGNES DE VISUALISATION SUR LES CONTENANTS





L’installation d’une ligne de visualisation sur une tête d’extrusion soufflage (simple ou multiple) trace et révèle le comportement des lignes de flux
Il n’est pas toujours aisé d’obtenir une ligne parfaitement nette sur ses bords et positionnée au bon endroit sur un bidon ou tout autre contenant
Les origines sont multiples
L’influence des effets de la vis d’extrusion sur la matière provenant de l’extrudeuse principale, participe à déséquilibrer les pressions d’écoulement dans l’outillage. (Mémoire cinétique de la matière).
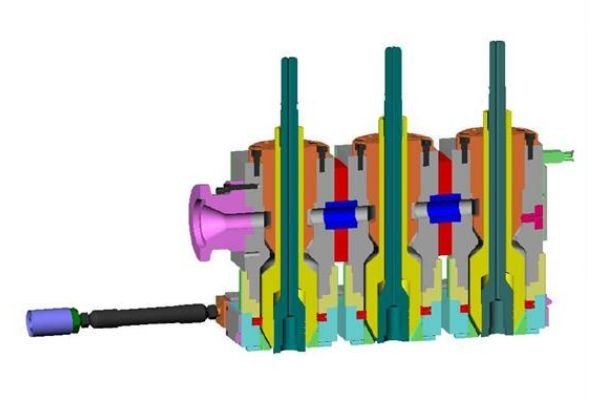
Une arrivée unique de la matière principale, traversant successivement toutes les têtes pour servir la dernière, amplifiant bien souvent le décalage de la ligne de visualisation (Photos n° 05 & 06).
Le pompage produit par une vis d’extrusion ou une culasse d’alimentation trop usée.
La conception des conduits d’écoulement non adaptée pour recevoir une ligne de visualisation.
Les variations de température des différentes zones d’écoulement.
Défectuosité des éléments chauffants.
L’excentration excessive de la filière et du poinçon (Photo n° 07).
Une différence de grade trop importante entre les deux matières (ligne de visualisation et matière du flacon)
Des écarts de pressions et de températures trop importants entre ces deux matières livrées à l’outillage (Photos n° 03 & 04).
Des surfaces d’écoulement encrassées par des dépôts de matières brûlées, réapparaissant parfois dans de nouvelles productions.
Quelques solutions possibles :
Pour les têtes multiples, si possible, modifier l’alimentation de la matière principale en distribuant chaque tête indépendamment l’une de l’autre (Photo n° 05).
A défaut, installer une grille perforée (de type porte filtre) à la sortie de l’extrudeuse principale et/ou entre chaque élément de tête (Photo n° 08).
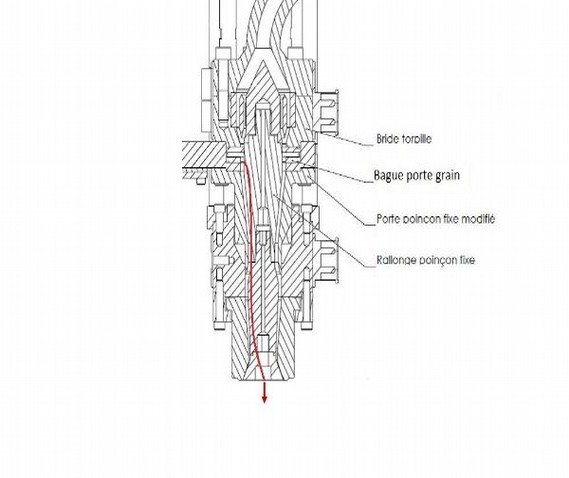
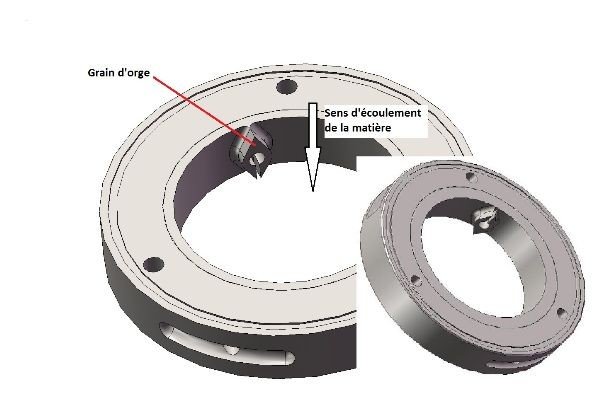
Même si le besoin n’est que d’une seule ligne de visualisation, installée une bague avec deux grains d’orge, afin de diviser au mieux les lignes de flux et améliorer la répartition des pressions (Photo n°09 & 10).
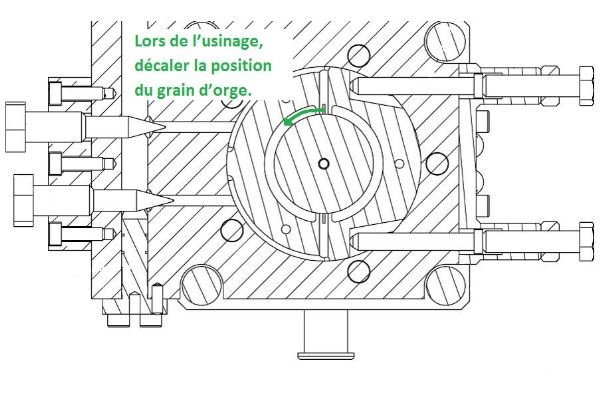
Si ces opérations ne donnent pas de résultats concluants, construire une nouvelle bague avec des grains d’orge décalés, afin de compenser la dérive (Photo n° 10).
Voire, incliner le grain d’orge par rapport à l’axe vertical de l’écoulement de la paraison.
Jouer sur les pressions des extrudeuses (débit) pour modifier la largeur de la ligne de visualisation.


















 3365
3365  ConcepTEK.net
ConcepTEK.net 