 Mon catalogue
Mon catalogue 


Problèmes rencontrés par les moulistes
1) les rebuts de production sont dus la plupart du temps à des déformations ou des déchirures produites par un frottement excessif de la matière plastique sur certaines parties de l’outillage.
2) l’usure consécutive à ces frottements
3) la corrosion, le plus souvent, engendrée par les produits de décomposition des polymères et des additifs.
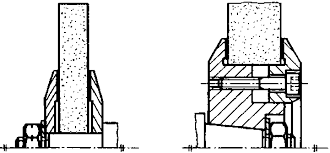
4) les batteries d’éjection trop importantes qui pénalisent le système de refroidissement et diminuent, par conséquent, la qualité de ce dernier.
5) Enfin, dans le monde extrêmement concurrentiel où évoluent les moulistes et les injecteurs, la productivité est un paramètre fondamental de la compétitivité.
Cette productivité peut être atteinte en raccourcissant les temps de cycle, c. à d. en éjectant plus vite et par conséquent à une température plus élevée.
Notons que les 4ème et 5ème problèmes sont liés : plus le système de refroidissement sera performant, plus vite on pourra éjecter sans devoir le faire à une température incompatible avec la rigidité du produit.
Ces problèmes peuvent être résolus en améliorant les propriétés de surface des moules, c. à d. en choisissant des traitements de surface susceptibles de diminuer le frottement des matières injectées sur les parties « mâles » des moules lors de leur éjection.
L’ensemble de cette problématique intéresse tous les moulistes et injecteurs.
Réalisation de la finition des empreintes du moule
Quels sont les outils nécessaires pour la finition
La finition de l’empreinte se réalise à l’aide :
- du dessin de détail ou de définition
- des outils, des accessoires de polissage et des produits nécessaires
- de plaques de comparaison approuvée
- de la documentation technique
- de l’équipement de protection individuelle
Les étapes de la réalisation de la finition
Effectuer le polissage des moules
- Choix correcte des appareils de polissage
- Choix des procédés de polissage
- Réaliser la super finition : Utilisation correcte du mode de réalisation
Vérifier la qualité du travail : vérification précise de la conformité du produit
Nettoyage du poste de travail :
Rangement des outils et des instruments conformément aux instructions du fabricant
Nettoyage approprié des machines-outils, de l’outillage, des accessoires, des instruments et de l’aire de travail
Les techniques de finitions
Le polissage
Le polissage est un procédé de finition qui consiste à rendre uni, lisse et luisant( éclatant), un objet ou une surface, par frottement. C'est donc également un travail minutieux, à effectuer avec grand soin.
Le polissage peut être automatique (Plan, sphérique) ou manuel.
Les polissage utilisés pour la finition du moule sont de deux types :
Les abrasifs libres :
Pâtes Bio diamant
Gels diamant
Les abrasifs fixes :
Papiers abrasifs
Pierres céramique
Pierres abrasives
Outils diamantés
On utilise des abrasifs extrêmement fins pour frotter et lisser une surface, comme :
le rouge à polir des joailliers,
la potée(1) d'étain
la poudre d'émeri,
Ceux-ci sont généralement incrustés (garnis) sur des disques en feutre, en cuir ou en caoutchouc.
mélange de différentes substances à base de terre servant au polissage
roche contenant des oxydes de fer que l’on réduit pour obtenir un abrasif( papier-émeris, toile –émeris)
Le rodage
La technique du rodage consiste à mettre un abrasif en suspension dans de l'huile, de la graisse ou de l'alcool. Cette émulsion est frottée sur la surface à polir. Ainsi les aspérités de moins de 0,0025 cm peuvent être traitées.
Le meulage
Le meulage utilise le principe du polissage, avec cette différence que les outils sont recouverts d'abrasifs extrêmement résistants, tels que le carbure de silicium ou l'oxyde d'aluminium, dans un liant de verre ou de résine.
Le meulage peut être grossier, fin ou extrêmement fin ("effet miroir"), selon la taille des grains dont est composée la meule.
Un abrasif est une substance dure et tranchante employée pour le nettoyage, le ponçage(décapage) ou le polissage d’un objet par frottement.
Certains abrasifs sont sous la forme de grains, de fines poudres à l'état libre ou incorporés à un liquide ou à une pâte comme le dentifrice.
D'autres sont agglomérés entre eux (abrasifs agglomérés), appliqués sur un support (abrasifs appliqués) ou insérés dans des tissus non tissés (abrasifs incorporés).
Dans tous les cas, l'objet doit être plus tendre que l'abrasif.


















 35294
35294  Mohamed Wissem LANDOLSI
Mohamed Wissem LANDOLSI 