A
Adhérence
Problème de moulage se produisant au stade de l'éjection lorsqu'une pièce reste coincée dans une des moitiés du moule et est difficile à extraire. Ce problème se produit souvent quand la pièce n'est pas conçue avec une dépouille suffisante.
Liquide vaporisé sur le moule pour faciliter l'éjection des pièces. Généralement utilisé lorsque les pièces sont difficiles à éjecter parce qu'elles adhèrent au moule.
PUB :Nos recommandations d'articles en soldes :

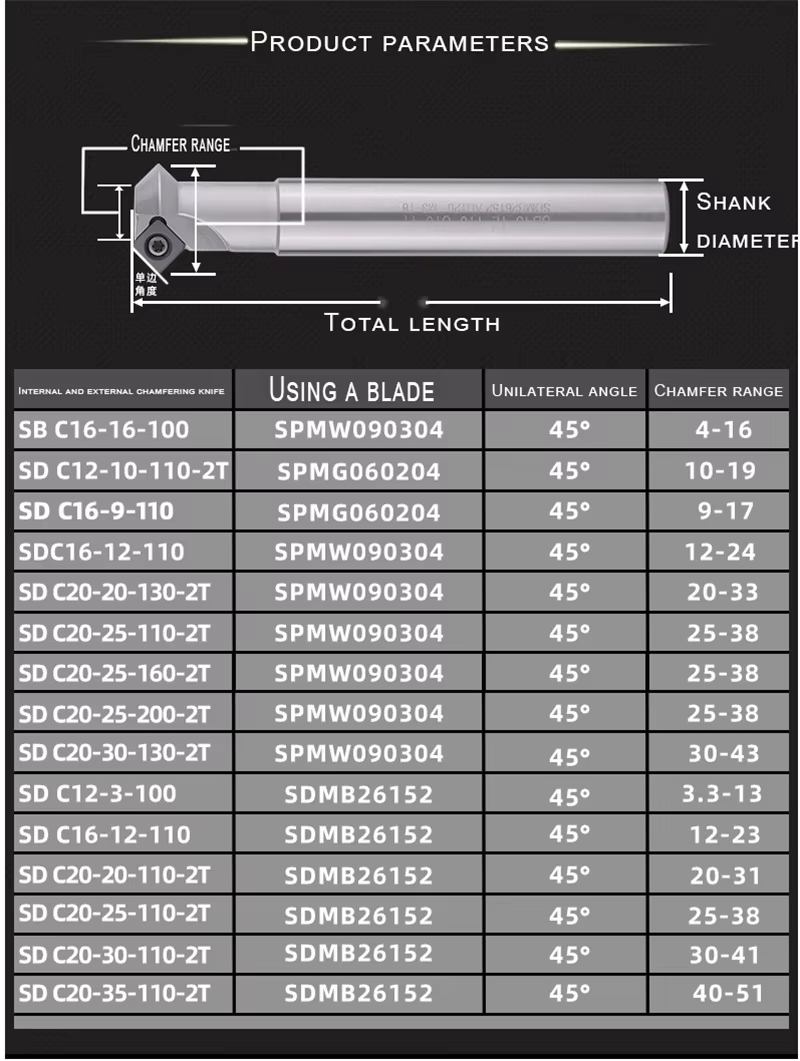

LIHAOPING 45 Résistant SB SD SDX C12-10-110 C16-16-100 Chanfreinage Outils CNC Tour Fraise Support Endmill éventuelles MW09 SCstuff éventuelles MG;
🔗Cliquer & Acheter: https://s.click.aliexpress.com/e/_EHCNKrx
Attaque
Voir seuil d'injection ou point d'injection. Terme générique désignant la zone du moule par laquelle la matière entre dans l'empreinte.
B
Bavure
Matière qui s'écoule par un léger jeu dans le plan de joint et crée une fine couche de plastique non souhaitée.
Biseau
Arête plate et tronquée (aussi appelé chanfrein).
Relief cylindrique dans une pièce, souvent prévu pour recevoir des pièces de fixation ou supporter des éléments d'autres pièces qui passent à travers.
Élément fixe du moule qui crée un espace vide dans la pièce. Il est souvent plus facile d'usiner une broche en tant qu'élément séparé et de l'ajouter à la moitié A ou la moitié B selon les besoins. Des broches en acier sont parfois utilisées dans des moules en aluminium de manière à créer des noyaux hauts et fins qui seraient trop fragiles si on les usinait dans la masse.
Broche cylindrique utilisée pour former des trous de petit diamètre et de rapport longueur-diamètre élevé dans une pièce. Une broche en acier est suffisamment solide pour supporter les contraintes du démoulage, et sa surface est suffisamment lisse pour se dégager proprement de la pièce sans dépouille.
Broches d'éjection dont l'extrémité est formée de manière à correspondre à une surface inclinée de la pièce.
Point d'injection spécial qui injecte la matière dans une face de la moitié A du moule. Ce type de point d’injection ne nécessite ni canaux d’alimentation, ni carotte.
Accessoire conique placé à l'extrémité du cylindre d'une presse d'injection à l'endroit où la matière entre dans le moule.
Canal qui achemine la matière entre la carotte d’alimentation et le(s) point(s) d’injection. Les canaux d'alimentation sont généralement situés au plan de joint et perpendiculaires au sens d'ouverture.
Conception assistée par ordinateur.
Premier stade du système de distribution de la matière, lorsque le plastique entre dans le moule. La carotte est perpendiculaire au plan de joint du moule et achemine le plastique jusqu'aux canaux d'alimentation qui se trouvent généralement dans le plan de joint du moule.
Arête plate et tronquée (aussi appelé biseau).
Elément mobile du moule, mis en position par came lors de la fermeture.On utilise généralement les chariots pour résoudre des problèmes de contre-dépouille, et parfois pour obtenir une paroi extérieure sans dépouille. À l'ouverture du moule, le tiroir s'écarte en glissant de la pièce afin de permettre son éjection. Également appelé tiroir.
Section de plastique très fine utilisée pour relier deux pièces et les maintenir ensemble tout en leur permettant de s'ouvrir et de se fermer. Leur conception et le positionnement du point d'injection nécessitent beaucoup d'attention. On les utilisera par exemple pour relier une boîte à son couvercle.
Force qui s'applique entre des couches de plastique glissant les unes contre les autres ou contre la surface du moule. Le frottement qui en résulte entraîne un certain échauffement de la matière.
Partie de la pièce qui en couvre une autre et crée une interférence entre la pièce et l'une ou les deux moitiés du moule. Il pourra s'agir par exemple d'un trou perpendiculaire au sens d'éjection, percé dans le côté d'une pièce. Une contre dépouille rend impossible l'éjection de la pièce ou l'ouverture du moule, ou les deux.
Parfois désignée comme «l'empreinte», la moitié A n'intègre généralement pas d'éléments mobiles, c'est pourquoi elle produit souvent l'extérieur ou la face visible de la pièce.
Parfois désignée par le terme « noyau », c'est la moitié du moule dans laquelle se trouvent les éjecteurs, les tiroirs, ainsi que d'autres éléments complexes. La moitié B crée généralement l'intérieur d'une pièce destinée à être visible.
Élément d'une machine de moulage par injection dans lequel les granulés de plastique sont fondus, comprimés et injectés dans les canaux d'alimentation du moule.
Courbure ou déformation d'une pièce qui se produit pendant son refroidissement du fait que toutes les parties de la pièce ne refroidissent pas et ne se contractent pas à la même vitesse. Les pièces produites en matières renforcées sont aussi sujettes au gauchissement car l'orientation des fibres tend à suivre les lignes de coulée. La matière de charge et la matière de base se contractent à des vitesses différentes, et l'alignement des fibres peut introduire des contraintes anisotropes.
Élément du moule qui comporte une contre-dépouille. Pour permettre l'éjection de la pièce, il doit se plier ou s'étirer autour de cette contre-dépouille.
Inclinaison appliquée aux faces de la pièce pour éviter qu'elles ne soient parallèles au mouvement d'ouverture du moule. Elle permet d'empêcher que la pièce ne soit endommagée en frottant contre le moule lors de son éjection.
Mesure de la dureté d'une matière plastique. Elle est mesurée sur une échelle numérique allant de la valeur la plus basse (c.-à-d. la moins dure) à la plus élevée (c.-à-d. la plus dure).
Broches intégrées à la moitié B d'un moule et qui éjectent la pièce en plastique en la poussant lorsqu'elle a suffisamment refroidi.
Dernier stade du processus de moulage par injection pendant lequel la pièce terminée est démoulée à l'aide des ejecteurs ou d'autres mécanismes d'éjection.
Espace vide entre la moitié A et la moitié B du moule qui se remplit de matière pour former la pièce moulée par injection. La moitié A du moule est aussi parfois appelée empreinte.
Ce terme est utilisé pour décrire un moule créé en appariant sa moitié A et sa moitié B.
L'épaisseur précise d'une seule couche additive pouvant atteindre une dimension mesurable en microns. Souvent, les pièces contiennent plusieurs milliers de couches.
Electric Discharge Machining ou érosion. Méthode de fabrication des moules qui permet de créer des nervures plus hautes et plus fines que par usinage, du texte en haut de nervures ou des bords extérieurs à angle droit sur les pièces.
Décharge électrostatique (electro static discharge). Effet électrique pouvant nécessiter un blindage dans certaines applications. Certaines qualités de plastiques possèdent des propriétés conductrices ou dissipatrices d'électricité et aident à éviter les décharges électrostatiques.
Très petite ouverture aménagée dans l’empreinte d’un moule (ex. 2/100 à 1/10 mm), généralement au niveau de la surface de fermeture ou via un éjecteur, utilisée pour permettre à l’air de s’échapper du moule pendant l’injection de la matière.
Méthode utilisée de manière interchangeable avec « l'impression 3D » et impliquant un modèle de CAO ou une numérisation d'un objet qui est reproduit, couche par couche, dans un objet physique en trois dimensions. La stéréolithographie, le frittage sélectif par laser, la modélisation par dépôt de fil en fusion et le frittage par laser direct de métal constituent quelques-uns des processus additifs utilisés fréquemment.
Surface incurvée au point de raccordement d'une nervure et d'une paroi, destinée à faciliter l'écoulement de la matière et à éliminer la concentration des contraintes mécaniques dans la pièce finie.
Traitement de surface particulier appliqué à certaines ou à toutes les faces de la pièce. Ce traitement peut aller d'une finition lisse et polie à une finition fortement grainée qui pourra masquer des imperfections de la surface et créer une pièce plus agréable à regarder ou à toucher.
Force requise pour maintenir le moule fermé afin que la matière ne s'échappe pas pendant l'injection. Mesurée en tonnes. On dira par exemple « Nous avons une presse de 700 tonnes »
Marque en creux dans la pièce en plastique causée par les éjecteurs.
Outil de coupe utilisé pour usiner un moule.
« Glass Filled » (chargé verre) ou FV (Fibre de verre en français). Se rapporte à une matière à laquelle sont mélangées des fibres de verre. Les matières chargées verre sont beaucoup plus robustes et rigides que les matières non chargées correspondantes, mais elles sont aussi beaucoup plus cassantes.
Stries décolorées visibles dans la pièce, généralement causées par de l'humidité dans la matière.
Nervure triangulaire qui renforce certaines zones, qui raccordent une paroi ou un bossage à un fond.
Matière plastique ou agent de démoulage approuvé pour utilisation dans la fabrication de pièces destinées au contact alimentaire dans leur application.
Matière plastique pouvant convenir à l'utilisation dans certaines applications médicales.
Traitement de surface particulier appliqué à certaines ou à toutes les faces de la pièce. Ce traitement peut aller d'une finition lisse et polie à une finition fortement grainée qui pourra masquer des imperfections de la surface et créer une pièce plus agréable à regarder ou à manipuler.
Matière plastique formulée pour résister à la combustion
Méthode utilisée de manière interchangeable avec la « fabrication additive » et impliquant un modèle de CAO ou une numérisation d'un objet qui est reproduit, couche par couche, dans un objet physique en trois dimensions. La stéréolithographie (SL), le frittage sélectif par laser (SLS), la modélisation par dépôt de fil en fusion (FDM) et le frittage par laser direct de métal (DMLS) constituent quelques-uns des processus d'impression 3D utilisés fréquemment.
Processus consistant à introduire de la matière plastique fondue sous pression dans le moule pour former la pièce.
Élément du moule installé soit de manière permanente après usinage du moule, soit de manière temporaire entre les cycles de moulage
Insert de moule qui est éjecté avec la pièce et doit en être retiré manuellement, puis que l'on replace dans le moule avant le cycle suivant.
Marques de coulée causées par la matière qui entre dans le moule à grande vitesse. Se produit généralement à proximité d'un point d'injection.
Se produit en présence de plusieurs points d'injection. Imperfection dans la pièce à l'intersection de plusieurs fronts de plastique en cours de solidification, entraînant souvent une liaison incomplète et/ou une ligne visible. (Voir ligne de soudure).
Voir « Lignes de soudure ». Imperfections dans la pièce à l'intersection de plusieurs fronts d'écoulement de matière plastique en se solidifiant aprés remplissage, entraînant souvent une liaison incomplète et/ou une ligne visible.
Voir aussi « Lignes de recollement». (Appelées « knit lines » « stitch lines » ou « weld lines » en anglais, et lorsqu’il y a plusieurs points d’injection « meld lines ».) Imperfections dans la pièce à l'intersection de plusieurs fronts de plastique en cours de solidification, entraînant souvent une liaison incomplète et/ou une ligne visible.
Utilisation d'une pression accrue afin d'injecter plus de matières dans le moule. Cette pratique sert souvent à éviter les problèmes de retassure ou de remplissage mais elle augmente le risque de bavures et peut faire adhérer la pièce au moule.
Nom générique des compounds chimiques que l'on injecte pour former une pièce en plastique. Parfois simplement appelés « plastiques ».
Désigne une matière de base à laquelle ont été ajoutés des matériaux de charge pour la rendre plus robuste. Ces matières sont très sujettes au gauchissement car l'orientation des fibres tend à suivre les lignes de coulée et crée des contraintes asymétriques. Elles sont généralement plus dures et plus robustes mais également plus cassantes (moins résilientes).
Modification de la conception d'une pièce ne nécessitant que l'enlèvement de métal pour produire la géométrie désirée. Particulièrement important quand on modifie la conception d'une pièce après fabrication du moule. Permet en effet de modifier le moule sans le réusiner complètement. Également appelé « steel safe ».
Utilisation d'abrasifs dans un jet d'air sous pression pour créer un grainage sur la pièce.
Type de modèle de CAO ne comportant que des lignes et des courbes, en 2D ou en 3D. Les modèles Wireframe ne conviennent pas au moulage par injection rapide.
Modélisation par dépôt de fil en fusion (FDM)
Avec la technique FDM, une couronne de fil de matériau est extrudée à partir d'une tête d'impression, selon des couches transversales successives durcissant pour obtenir des formes en trois dimensions.
Pièce comportant des éléments courts ou manquants en raison d'un remplissage incomplet par la matière.
Moule n'utilisant que deux moitiés pour former une empreinte dans laquelle on injecte la matière. Ce terme désigne généralement un moule sans tiroir ni aucun autre dispositif spécial destiné à résoudre un problème de contre-dépouille.
Moule temporaire ou provisoire réalisé pour fabriquer des pièces de production en attendant que le moule série soit prêt.
Moule comportant plusieurs empreintes pour former plusieurs pièces en même matériau au cours d'un même cycle. Normalement, les pièces formées par chaque empreinte ont des références différentes. Voir aussi moule multi-empreintes.
Moule comportant plusieurs empreintes pour permettre de former plusieurs pièces au cours d'un même cycle. Dans un moule « multi-empreintes », toutes les empreintes sont généralement de la même pièce. Voir aussi moule famille.
Élément peu épais, ressemblant à une paroi et parallèle au sens d'ouverture du moule. Fréquemment utilisée dans les pièces en plastique pour renforcer une paroi ou un bossage.
Partie du moule qui entre dans une empreinte afin de former l'intérieur d'une pièce creuse. Les noyaux se trouvent généralement sur la moitié B d'un moule et la moitié B toute entière est parfois appelée noyau.
Usinage similaire au fraisage, exécuté dans un tour où un outil tournant enlève des copeaux de la matière usinée. Ce procédé permet de créer dans le tour des géométries telles que facettes, gorges, encoches, trous axiaux ou trous radiaux.
Format de fichier utilisé pour échanger des données CAO.
Terme couramment employé pour désigner les faces d'une pièce creuse. Il est très important d'avoir une épaisseur de paroi uniforme.
Bord d'une pièce à l'endroit où le moule s'ouvre.
Base de support sur une machine additive permettant de construire les pièces. La taille de construction maximum d'une pièce dépend de la taille de la plateforme de construction de la machine. Très souvent, une plateforme de construction accueillera plusieurs pièces différentes aux géométries variées.
Machine de moulage par injection
Rayon à la place d'un angle vif. Ceci est un résultat typique du processus d'usinage / fraisage des outillages de Protomold. Lorsqu'un angle vif sur une pièce est volontairement rayonné, on parle de congé.
Niveau de détail imprimé obtenu sur les pièces réalisées par le biais de la fabrication additive. Les processus tels que la stéréolithographie et le frittage par laser direct de métal permettent d'obtenir des résolutions extrêmement fines dotées des détails les plus petits.
Dépressions ou autres déformations se produisant à la surface d'une pièce lorsque cette pièce ne refroidit pas partout à la même vitesse. Elles sont le plus souvent dues à une épaisseur de matière excessive.
Une pièce en plastique se contracte en refroidissant. Lorsqu'on connait le coefficient de retrait d'un plastique, on peut réaliser une empreinte de plus grande taille que la pièce finie, afin que cette pièce soit de la taille requise après retrait.
De nombreux plastiques absorbent l'eau et doivent être séchés avant le moulage par injection pour garantir de bonnes caractéristiques esthétiques et mécaniques.
Sens de déplacement des surfaces du moule lorsqu'elles s'écartent des surfaces de la pièce, soit lors de l'ouverture du moule, soit lors de l'éjection de la pièce.
Seuil d'injection
Voir poit d'injection ou attaque. Terme générique désignant la zone du moule par laquelle la matière entre dans l'empreinte.
Seuil d'injection en nappe
Ouverture alignée avec le plan de joint du moule, par laquelle la matière entre dans l'empreinte Également appelé « point d'injection latéral » et généralement placé sur un bord extérieur de la pièce.
Seuil d'injection en sous-marin
Point d'injection spécial qui utilise le trou de passage d'un éjecteur pour injecter la matière dans l'empreinte du moule. Il laisse une trace que l'on doit généralement ébavurer.
Seuil d'injection en tunnel
Point d'injection usiné dans une des moitiés du moule de manière à ne pas laisser de marque sur la face extérieure visible de la pièce.
Seuil d'injection latéral
Ouverture alignée avec le plan de joint du moule, par laquelle la matière entre dans l'empreinte. Les points d'injection latéraux sont habituellement placés sur un bord extérieur de la pièce. (Également appelé point d'injection en nappe).
Voir « metal safe » (qui est le terme préféré lorsqu'on travaille avec des moules en aluminium). Modification de la conception d'une pièce ne nécessitant que l'enlèvement de métal dans le moule pour produire la géométrie désirée. Particulièrement important quand on modifie la conception d'une pièce après fabrication du moule. Permet en effet de modifier le moule sans le réusiner complètement.
Signifie « Standard for the Exchange of Product Model Data ». Ce format de fichier est couramment utilisé pour échanger des données CAO.
La technique SL utilise un laser ultraviolet focalisé sur un petit point afin d'effectuer un tracé sur la surface d'un plastique thermodurcissable liquide. Le liquide se transforme en solide à l'endroit où le laser effectue le tracé. Ceci est répété selon de minces sections transversales à deux dimensions formées de couches successives permettant d'obtenir des pièces complexes en trois dimensions.
Signifiait à l’origine « StéréoLithographie”. Ce format est courant pour la transmission des données de CAO aux machines de prototypage rapide et il ne convient pas au moulage par injection rapide.
Temps nécessaire pour fabriquer une pièce. Il comprend la fermeture du moule, l'injection de la matière, la solidification de la pièce, l'ouverture du moule et l'éjection de la pièce.
Elément mobile du moule, mis en position par came lors de la fermeture. On utilise généralement les tiroirs pour résoudre des problèmes de contre-dépouille, et parfois pour obtenir une paroi extérieure sans dépouille. À l'ouverture du moule, le tiroir s'écarte de la pièce afin de permettre son éjection. Également appelé chariot.
Lors du processus de tournage, la matière en barre tourne dans un tour d'usinage pendant qu'un outil maintenu contre elle enlève des copeaux afin de créer une pièce cylindrique.
Après le moulage, le plastique du système d'alimentation (ou, dans le cas d'un point d'injection par buse chaude, un petit bourrelet de plastique) reste attaché à la pièce au niveau du/des point(s) d'injection. Après ébavurage de ce plastique (ou du bourrelet du point d’injection par buse chaude) un petit défaut appelé « trace » reste sur la pièce.
Traces de flux/ de remplissage
Traces visibles sur la pièce finie de l'écoulement du plastique à l'intérieur du moule avant solidification.
Trou parallèle à l'axe de révolution d'une pièce tournée mais pas nécessairement concentrique avec cet axe.
Trou concentrique avec l'axe de révolution de la pièce tournée. C'est tout simplement un trou situé à l'extrémité et au centre d'une pièce.
Trou formé par des outils rotatifs et qui est perpendiculaire à l'axe de révolution d'une pièce tournée. On peut le considérer comme un trou latéral. L'intersection de l'axe médian de ces trous avec l'axe de révolution n'est pas nécessaire.
Mécanisme hydraulique qui fait avancer la vis dans le cylindre et injecte la matière dans le moule.
Dispositif se trouvant à l'intérieur du cylindre, qui compacte et fond les granulés de plastique avant l'injection.
Défaut esthétique créé à l'endroit où la matière est injectée dans la pièce (aussi appelé cerne). Prend généralement l'aspect d'une décoloration marbrée sur la pièce finie au niveau du point d'injection.
Élément qui forme un trou à l'intérieur d'une pièce en mettant en contact la moitié A et la moitié B du moule, ce qui empêche la matière de s'écouler par le trou.